

全国服务热线
13405784567
0510-83051666
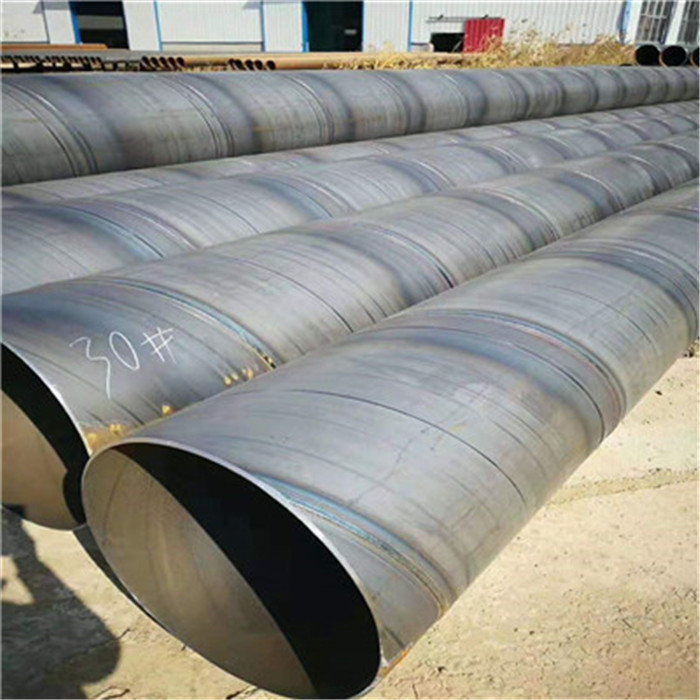
无锡螺旋钢管厂家直销609x12
螺旋钢管强度特点
管子在承受内压时,通常在管壁上产生两种主要应力,即径向应力δ和轴向应力δ。焊缝处合成应力δ,其中,α为螺旋焊管焊缝的螺旋角。
螺旋焊管焊缝的螺旋角一般为度,因此螺旋焊缝处合成应力是直缝焊管主应力的。在相同工作压力下,同一管径的螺旋焊管比直缝焊管壁厚可减小。
根据以上特点可知:
螺旋焊管发生爆破时,由于焊缝所受正应力与合成应力比较小,爆破口一般不会起源于螺旋焊缝处,其安全性比直缝焊管高。
当螺旋焊缝附近存在与之相平行的缺陷时,由于螺旋焊缝受力较小,故其扩展的危险性不如直焊缝大。
由于径向应力是存在于钢管上的最大应力,所以焊缝处于垂直应力这一方向时承受最大载荷。即直缝承受的载荷最大,环向焊缝承受的载荷最小,螺旋缝介于二者之间。
钢板类
是一种宽厚比和表面积都很大的扁平钢材。按厚度不同分薄板(厚度<4mm)、中板(厚度4-25mm)和厚板(厚度>25mm)三种。钢带包括在钢板类内。
钢管类
是一种中空截面的长条钢材。按其截面形状不同可分圆管、方形管、六角形管和各种异形截面钢管。按加工工艺不同又可分无缝钢管和焊管钢管两大类。
用斜轧方式进行的毛管轧制工艺。斜轧延伸分二辊斜轧延伸和三辊斜轧延伸两类。主要在阿塞尔(Assel)和特朗斯瓦尔(Transval)三辊轧机以及狄舍尔(Diescher)和改进型狄舍尔(Accu-Roll)二辊轧机(见图)上进行。斜轧延伸所以获得发展是因为它具有独特的优点,如轧出的管子尺寸精度很高,设备和工艺过程简单,能靠分散变形的积累而获得大变形量等。
在阿塞尔轧机上进行的斜轧延伸主要用于轧制高n精度的厚壁管(D/S≥11~12),生产薄壁管则比较困难,原因是:由于变形孔型由3个轧辊构成,密闭性差,轧制薄壁管尾端时容易出现尾三角。为了能在三辊延伸机上轧制薄壁管,发明了在轧制过程中可以回转轧机牌坊的特朗斯瓦尔轧机。轧制尾端时利用回转牌坊迅速将前进角(轧辊轴线与轧制线问夹角)减小,一方面降低轧制速度,另一方面放大轧辊脊部内接圆直径,使尾端壁厚增加,提高管子稳定性,防止出现尾三角。也可在轧制即将结束时采取快开辊方式增加管端壁厚。采取这些措施后D/S可达30,最小壁厚为2.5mm,但缺点是尾端切头量增加。为此又发明了在线外预先减小毛管尾端壁厚后再进行毛管延伸的方法,这样既防止了尾三角出现,又减少了切尾端长度。

扫一扫关注我们
螺旋焊管厂|江苏螺旋管厂家|无锡螺旋钢管厂|无锡螺旋管|无锡市云坤钢管有限公司
手机:13405784567 座机:0510-83051666 88268499 地址:无锡市惠山区钱桥工业园 苏ICP备2021006001号-1
